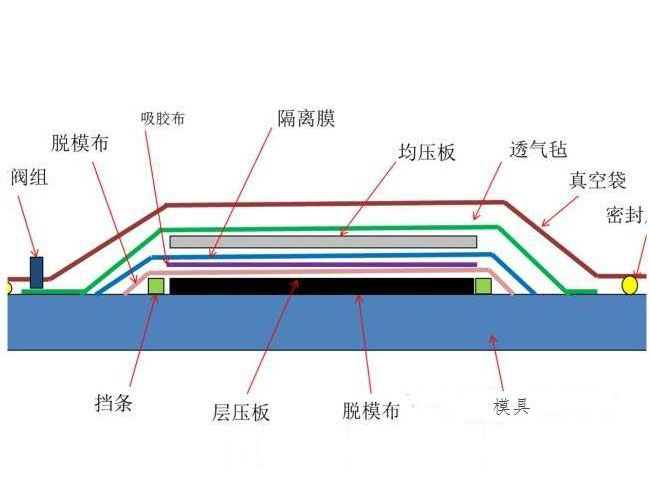
热压罐成型是指将单层预浸料按预定方向铺叠成的复合材料坯料,放在热压罐内,在定温度和压力下完成固化过程的工艺方法。热压罐是一种能承受和调控定温度、压力范围的专用压力容器。坯料被铺放在附有脱模剂的模具表面,然后依次用多孔防粘布(膜)、吸狡毡透气毡覆盖,并密封于真空袋内,再放入热压罐中。加温固化前先将袋抽真空,除去空气和挥发物,然后按不同树脂的固化制度升温、加压、固化。
2、非加工的表面粗糙度应该要放宽,碳纤维结构的表面应该设计一层的玻璃布。
3、拐角处避免尖角,圆弧过渡的内圆半径应大于壁厚。
4、对封闭的结构,小闭角的结构,在装配,使用功能允许的条件下,尽量的设计较大的脱模斜度。
5、对整体成型的结构,在结构设计时就应该要考虑精度检测的可行性。尽量防止检测盲区。如果必须存在某种的检测盲区,应该与检测人员协商解决方案。
6、共固化结构固化成型时,应该要留出足够的脱模空间。
7、加强层应该均匀的布置在面板铺层之间,如果形成了台阶,应安排在非贴膜面。
8、热压罐固化中漏气常在加压后,应该根据实际的情况判断处理。轻微的漏气允许继续固化,严重的时候应该立即停机。打压的过程中漏气允许停机修补真空袋。
9、罐内的燃烧源于摩擦生热,温度高于150℃或压力大于1MPa应该采用惰性气体加压,轻微的漏气可以采用通大气的措施减缓真空袋的破裂。